
Vehicle manufacturers are faced with a difficult task of significantly improving fuel economy and safety while maintaining a competitive position in the market. This can be accomplished, among other things, by utilizing higher strength steel for cars and trucks. Newly developed high strength steel for car powertrain and transmission components (GEAR-Steel) can help accomplish just that.
GEAR-Steel is being offered as bar products in three grades.
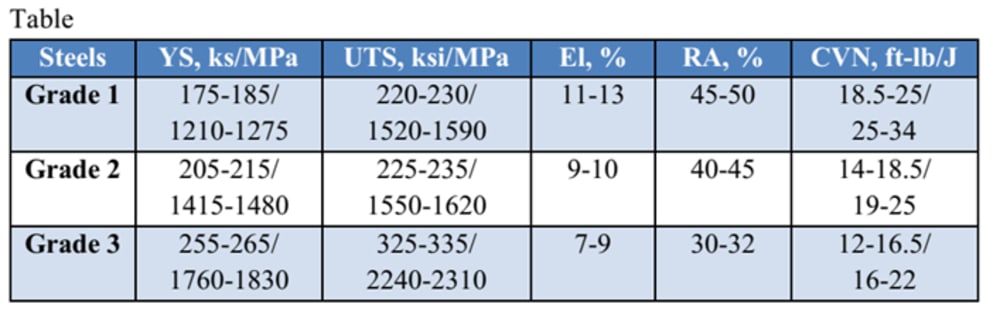
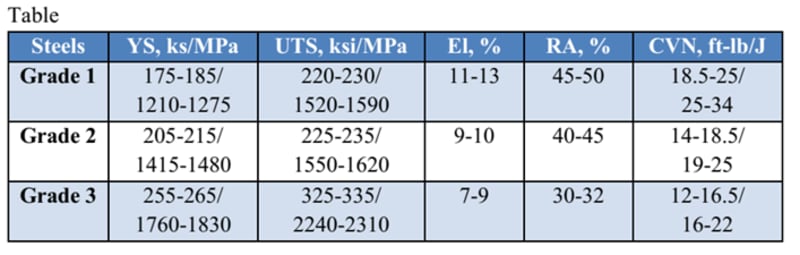
Grade 1 is carburizing steel for powertrain and transmission components, such as shafts, gears, axels, etc. Carburized Grade1 has a surface hardness of Rockwell C (HRC) 60-63 and a core hardness of HRC 45-46 at 0.06/1.5 in/mm minimum case depth, which is higher than the SAE 4320, 8620, and 9310 at the same level of ductility and toughness. The production cost of Grade 1 is similar to SAE 4120 grade.
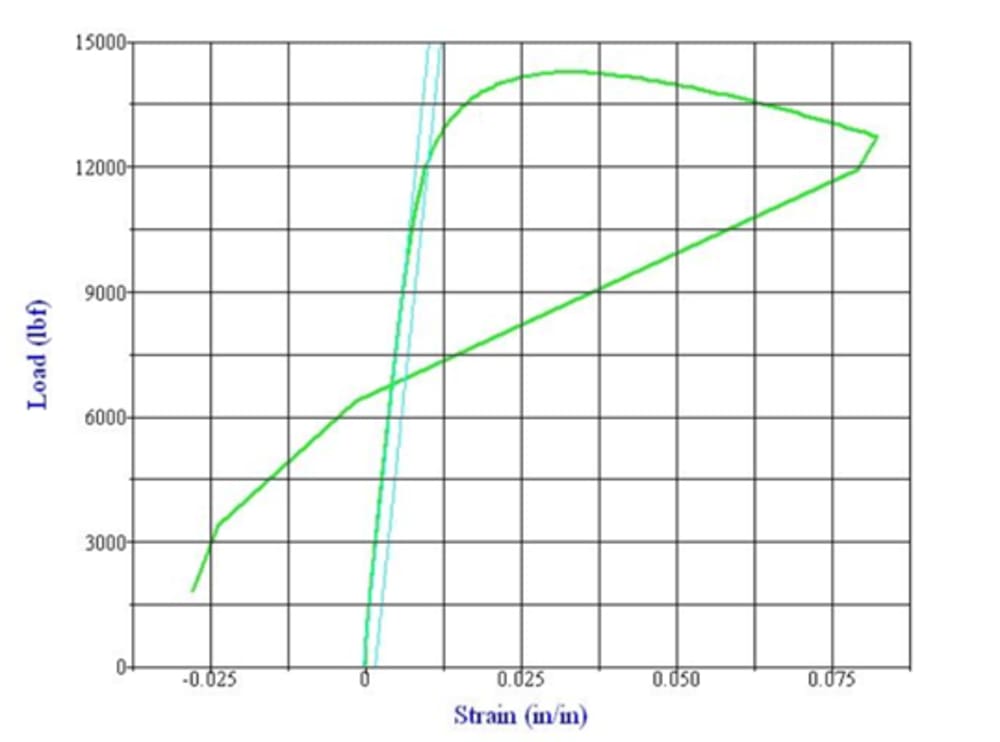
Grade 2 is deep nitriding steel perfect for high precision components, such as bearings, gears, shafts, pinions, crankshafts, camshafts, bolts, etc. After normalizing, quenching, tempering, and nitriding by conventional methods, Grade 2 has the case depth of 0.01-0.02/0.25 - 0.50 in/mm with the surface hardness Vickers (HV) of 760-800 and a core hardness of HRC 46-48; an ultimate tensile strength (UTS) of 225-235/1550-1625 ksi/MPa, a yield strength (YS) of 205-215/1415-1485 ksi/MPa, elongation (El) of 9-10%, reduction of area (RA) of 40-45%, and Charpy v-notch impact toughness energy of 14-18.5/19-25 ft-lb/J. The production cost of Grade 2 is similar to SAE 4140 grade. Vacuum melted Grade 2 is high strength substitution of the vacuum melted NITRALLOY 135 grade and it is applicable for the aircraft gears, shafts, pinions, crankshafts, camshafts, and bolts.
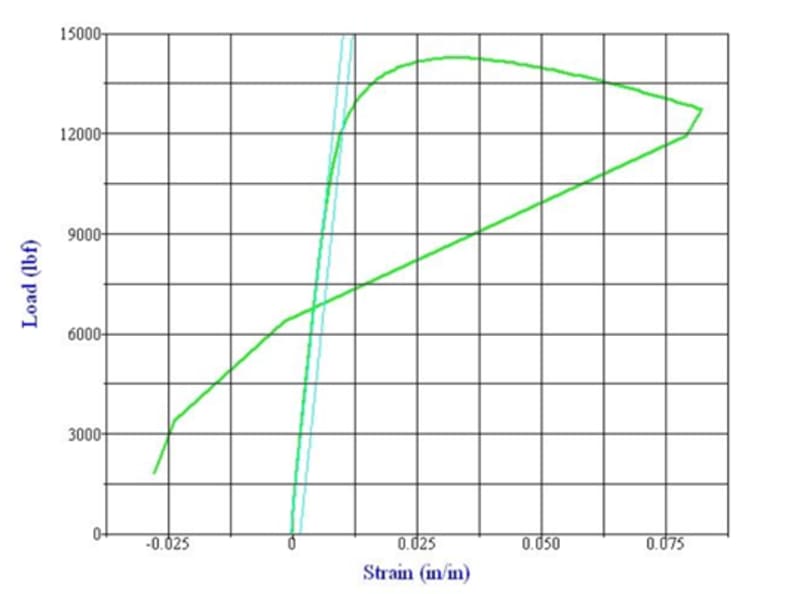
Grade 3 is a super-high-strength steel for powertrain and transmission components such as gears, crankshafts, camshafts, axle shafts, connecting rods, etc. After quenching and tempering Grade 3 has surface and core hardness of HRC 58-60, UTS of 325-335/2245-2310 ksi/MPa, YS of 255-265/1760-1830 ksi/MPa, El of 7-9%, RA of 30-32%, and CVN of 12-16/16-22 ft-lb/J. The production cost of the Grade3 is similar to that of SAE 4150 grade.
After hardening, components made from Grade 3 have core and surface hardness of HRC 58-60. Grade 3 has significantly higher core hardness compared to the carburized, quenched, and tempered SAE 8620, 4320, and 9310 steels that have a surface hardness of HRC 59-61 and a core hardness of HRC 38-40. High hardness of Grade 3 is obtained without sacrificing its ductility and toughness.
Utilizing Grade 3 allows reducing the weight of the transmission and power train components by reducing their thickness. For example, projected weight reduction of gears of an automatic transmission of 230/104 lb/kg with gears of 130/59 lb/kg from carburized SAE 8620, 4320, and 9310 steels will be around 20% or 26/12 lb/kg in case of substitution of the carburized steels by Grade 3.
Granted, utilizing Grade 3 requires additional investment in the redesigning of the automotive transmissions and power-trains components and the changing some tools. However, the benefits of utilizing Grade 3 significantly exceed the expenses of its implementation.
Like this entry?
-
About the Entrant
- Name:Gregory Vartanov
- Type of entry:individual
- Software used for this entry:ANSYS and ThermoCalc
- Patent status:patented