


Within the petrochemical industries, the risk of violent, hazardous events caused by a chemical reaction is reduced by the use of a Safety Instrumented System (SIS). These SISs are made up of Safety Instrumented Functions (SIFs) which each monitor a particular parameter and will force the process to a safe state if the parameter’s value exceeds its safe operating limits. If all of the SIFs in SISs would always function correctly, hazardous events would never occur -- no industry worker would ever get hurt or killed. However, at any given point in time, a component of a SIF could have some internal failure, either obvious or hidden.
The obvious failures in a SIS cause the chemical process to shutdown when none of the parameters have exceeded their allowable values. This interruption of production costs the plant money -- both in lost product that could be sold, and in the costs of figuring out it was a “false trip” and restarting the process. The hidden failures, however, are dangerous, because the process is operated while depending on a failed system that cannot safely shut it down.
Most of the components used in a SIS have been enhanced in recent years by including on-board diagnostics, which will safely shut down the chemical reaction if an internal malfunction is detected. However, the one component not easily checked for hidden failures is the final control element, usually a block valve. This results in the block valve accounting for 80% to 90% of all of the hidden, dangerous failures in a SIS. A block valves ability to stop a reactant flow, and thereby stop the chemical reaction, can only be determined by fully stroking the valve. With currently available valves, this action will shut down the chemical process, costing the plant owner time, product and money.
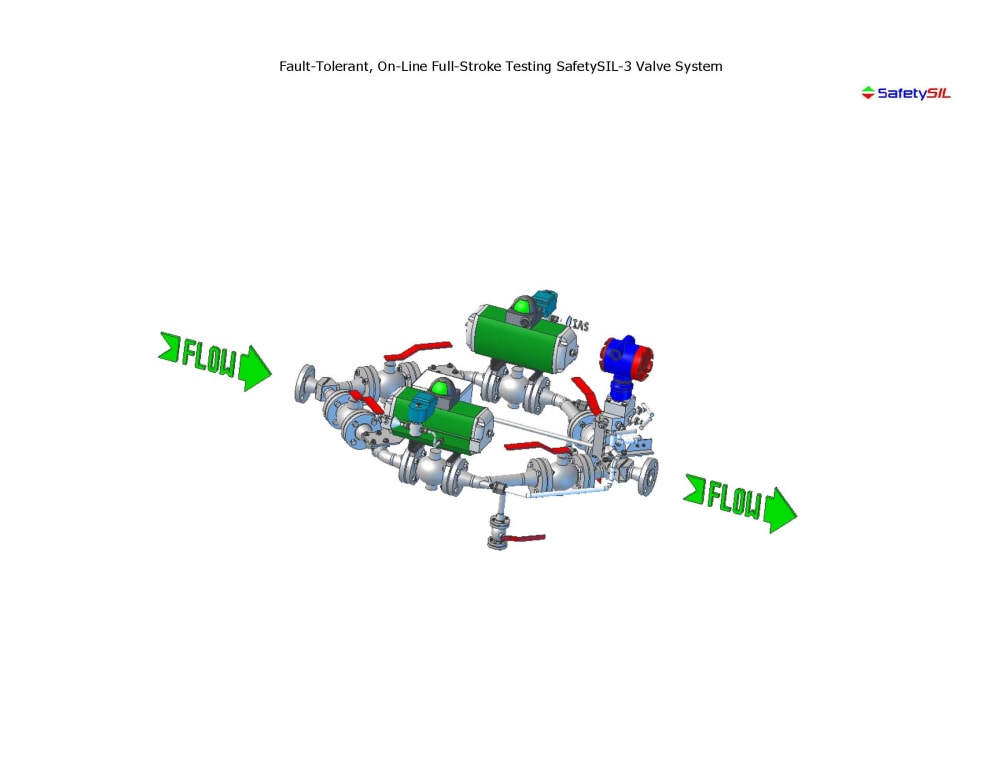
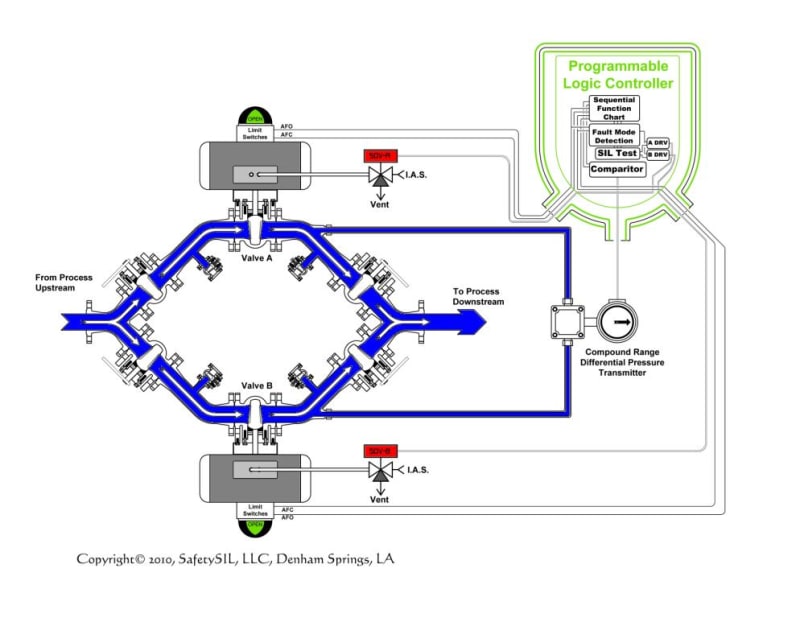
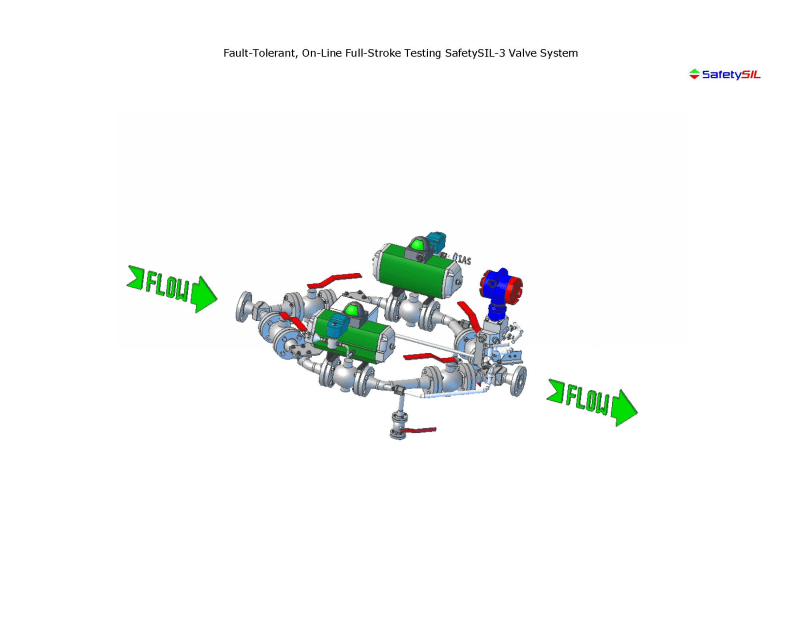
The patented SafetySIL valve technology allows the block valves in a SIS to be fully stroked without interrupting the flow of the reactants. The first image shows the technology. It consists of two parallel valves in a “Y” manifold. A controller keeps at least one valve open at all times, while cycling between closing one valve, and then the other. A differential pressure transmitter looks for positive and negative differentials between the outlets of the valves. A calibrated amount of differential pressure cannot be present if, in each instant, the closed valve is not fully closed, and the opened valve is not fully opened. If, in each instance, the proper amount and polarity of differential pressure is present, the cycling will continue. If there are any failures in any component, hidden or obvious, the cycling cannot be maintained. So, the cycling is the signal; and when you’re cycling your safe.
This technology, then, effectively eliminates a large proportion of the sources of hazardous events within the Petrochemical industries, significantly improving the safety and welfare of these people who work there.
This system could be produced by any valve and electronics manufacturer using currently available technologies.
Like this entry?
-
About the Entrant
- Name:Paul Baker
- Type of entry:individual
- Software used for this entry:AutoCAD ADT, Alibre Design Expert
- Patent status:patented